Based on key optical technologies, non-contact measuring systems, (IR) cameras and sensors make an enormous contribution to monitoring the manufacturing process and efficient quality control, which is nowadays so elementary for productivity and competitiveness in numerous industries, such as the automotive, medical technology, aerospace, solar, electronics and semiconductor industries.
The completion of numerous inspection tasks by industrial metrology serves the quality assurance of products and vendor parts – whether length, surface, size, contour and colour measurements. But also the monitoring of the entire production process and the detection of faults are extremely important in order to avert far-reaching financial consequences.
Reliable signal detection even in the presence of interfering influences such as stray light & reflections.
Acktar’s deep black coating products absorb unwanted stray light and interferences caused by direct or reflected light in optical systems for industrial metrology.
In this way, the accuracy of signal detection and measurement
performance can be maximised. The signal quality is therefore sufficient to ensure reliable measurement even when measuring on dark, reflective or translucent surfaces. The application of Acktar products is particularly suitable for system manufacturers who place increased value on the precision, quality and reliability of their measurement systems. Where high-precision measurement results are required, Acktar solutions can realise a leap in performance.
Customer benefits of Acktar deep blackp products
- Improvement of the dynamic range / sensitivity of cameras
- Increase of image quality – see more details
- Increasing the accuracy of sensors
- Increasing the detection speed of signals
- Reduce costs by using cheaper sensors & cameras
Robust & easy to use
ACKTAR’s deep black products can be applied to new or existing systems, to any surface – in all environmental conditions they will do the job. Here are some application fields for industrial metrology:
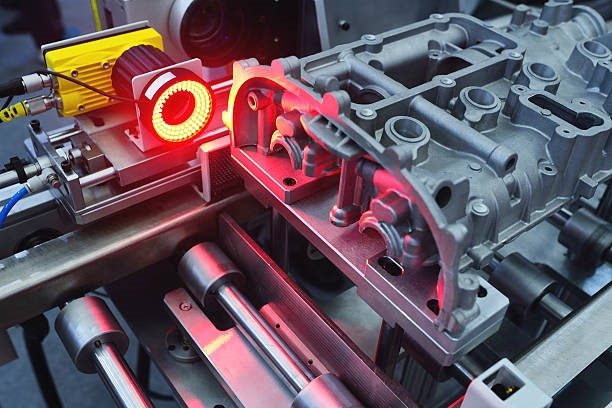
Contrast maximisation for image processing systems in quality control
Measuring and inspecting parts for cracks, scratches, fractures, assembly or welding defects as well as characterising parts and surfaces – which can be very different in nature, possibly structured, textured, or even shiny, reflective or transparent – require high sensitivity, low noise and high contrast of the image processing systems used. This is all the more true if the classification is to be automated or AI-supported on the basis of the part properties.
There are numerous examples where only a low contrast can be achieved with the usual illumination methods, such as when inspecting rubber or parts made of dark polymer materials. This circumstance makes fast and precise surface inspection and the detection of defects a major challenge for the industrial camera system.
Reliable colour detection despite reflection
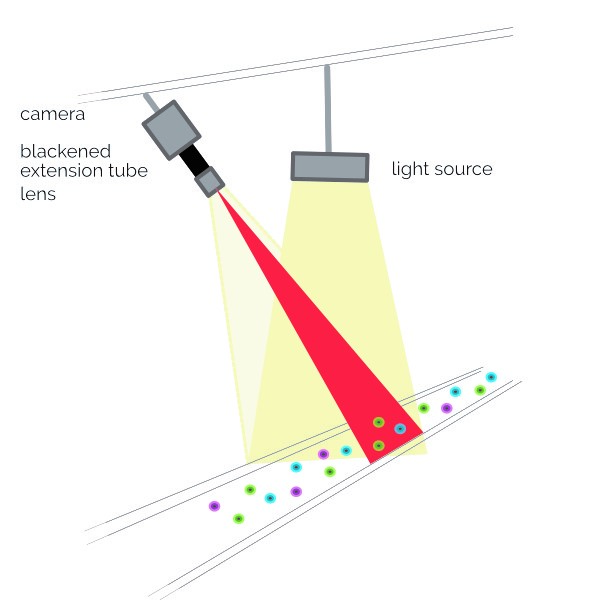
For industrial camera systems used for colour detection or colour segmentation, but also for many other applications, incident light illumination is essential. Even if this illumination is used as diffusely as possible, it must be assumed that possible reflections cannot be completely avoided. When inspecting (partially) metallic objects, there is a high probability that light reflections will interfere with the camera sensor. This can be remedied, for example, by using an Acktar lens extension tube or by applying a light-absorbing film to the inside of a ring light in front of the camera lens.
ACKTAR’s absorbing direct coatings, foils or even complete, already
coated opto-mechanical drawing parts improve the sensitivity of image processing systems in quality control.
Improving the signal-to-noise ratio of IR cameras
With thermographic cameras, preventive measurements can detect possible anomalies and thermal problems in production environments and thus uncover potential failures of equipment or components before they become acute. Another application example in industrial quality control using thermography is the inspection of large photovoltaic systems in order to be able to achieve optimum efficiency, or also the display of hotspots on circuit boards using high-end thermal imaging cameras. Acktar products can improve the performance of IR sensors and IR cameras by eliminating interfering stray light and improving the signal-to-noise ratio.
Convince yourself of the positive properties of ACKTAR’s light-absorbing coating products, order your sample set of the world’s deepest black material:
https://acktar.com/product/light-absorbing-sample-kit-standard-adhesive/