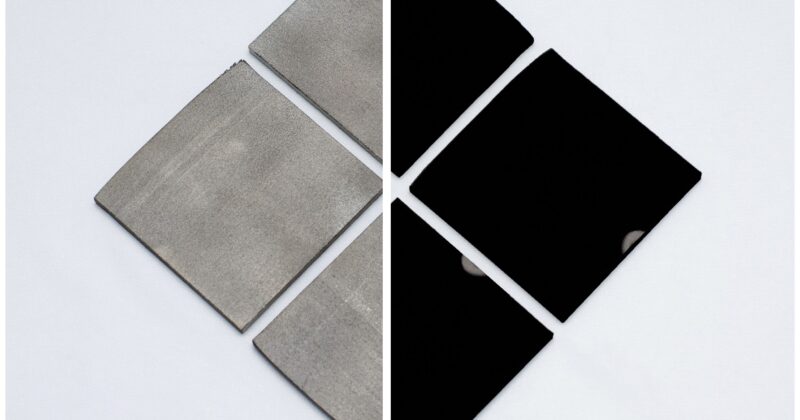
Black oxide coating is an efficient method of protecting metals from corrosion, wear and tear and other environmental hazards. It is a chemical bath process which creates a micron-thick layer of iron oxide on the surface of the metal which helps to increase its durability and strength. The black oxide coating also provides an attractive finish to products as it imparts a dark grey or black look.
Where high emissivity or other optical characteristics are required – Acktar Black Light Absorbing coatings provide an advantageous alternative.
Black Oxide has many advantages over painting or electroplating.
It does not require large amounts of energy to apply and only produces minute amounts of fumes during the application. As such, it has environmental cleanliness advantages. Additionally, black oxide requires no further finishing after the coating process, so no additional costs are incurred when applying it to products.
The oil or wax used for black oxide coatings also provides several benefits.
These two components help reduce friction between two surfaces and can assist in preventing corrosion from developing from contact with water or other elements. Additionally, these oils can penetrate into small crevices in order to reduce wear and tear on tools as well as providing protection against rusting and pitting even when exposed to harsh conditions such as salt water or high humidity levels.
Furthermore, black oxide coated items do not require any extra maintenance once they have been treated with this process – they can simply be wiped down with a wet cloth in order to keep them looking new and shiny without needing any further upkeep or treatment. This makes the usage of this product extremely cost effective due to its long lasting nature compared with traditional methods such as painting or electroplating which have shorter life expectancy periods before requiring reapplication due to fading, chipping etc.
Hot black oxide coating
Begins with a hot bath of nitrites, and sodium hydroxide. The chemicals will react to the material’s surface and cause it to turn magnetite. After this initial step, the material is then placed into three successive tanks which contain an alkaline cleaner, water, and caustic soda. As it spends time in these tanks, the surface of the ferrous material will start to turn black. Once this process is complete, the material can then be dumped into either oil or wax which will act as a protective coating layer.
Mid-temperature black oxide
Coating is similar to its hot counterpart but with some key differences. This type of coating usually utilises a more moderate temperature compared to hot black oxide – usually lower than 350°F (177°C). This decrease in temperature generates fewer caustic fume emissions In addition to this, mid-temperature black oxide coatings tend to provide better coverage overall due to its improved adhesion capabilities compared to other coatings.
Cold black oxide
Coatings offer their own set of advantages such as improved corrosion protection due to increased lubricity at lower temperatures as well as higher environmental safety ratings as no caustic solutions are used in its application process. It also produces less smoke due to a dependence on organic acid compounds instead of traditional caustic ones making it far easier for operators when handling large batches of materials to be coated. Cold black oxide also tends to be much quicker than other types of coatings as they can dry almost immediately after application which makes them ideal for time-sensitive projects or tasks.
In conclusion, black oxide coatings provide superior protection against wear and tear while giving excellent visual appeal at minimal cost; making them ideal for a wide range of applications across multiple industries who are looking for ways to protect their products against damage for longer periods of time without having to pay excessive amounts for upkeep costs.
Do you have a question? Our experts will be happy to hear from you and advise you on the best product for you. Contact Us.
The use of Acktar coatings yield major improvements in a wide range of products and applications.
Visit the following links to find use cases by categories: